1、 【控制要求】
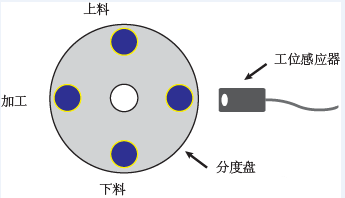
按下启动开关,转盘电机转动,等待工位感应开关有从断到通的跳变信号时,转盘电机停止,各工位同时开始工作。
上料工位动作:上料电磁阀通电1s后断电;
加工工位动作:加工电磁阀通电2s后断电;
下料工位动作:下料电磁阀通电0.5s后断电。
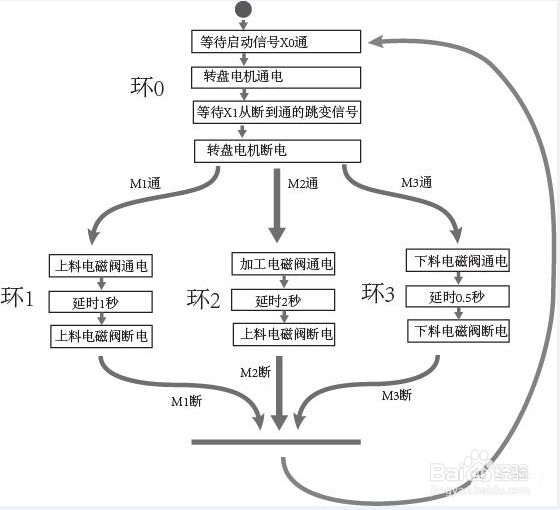
2、 【控制流程图】
时序逻辑:按下启动开关X0时(自锁开关,X0一直有信号),转盘电机动作,等工位感应器X1有从断到通的跳变信号时,转盘电机停止运行,此时就是上料工位,加工工位,下料工位,三个工位的工作阶段,三个工位同时动作,等三个工位都完成工作时,转盘电机继续运行,然后循环工作。
3、 【组件别名】
输入端别名:
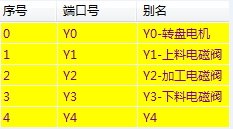
输出端别名:
辅助标志别名:


4、
【动作分析】
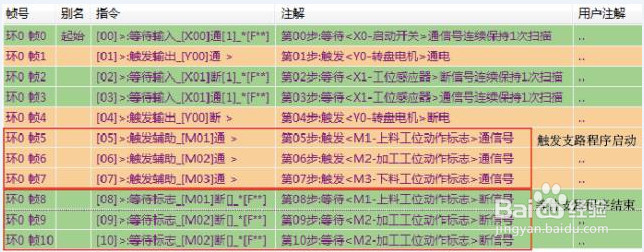
主程序:在时序逻辑的时序环0中编辑启动主程序,首先添加“等待输入”指令,等待X0通(启动开关有信号),再添加“触发输出”指令,触发Y0通(转盘电机通电),再添加“等待输入”指令,等待X1断、后添加“等待输入”等待X1通(工位感应器有从断到通的信号),等到X1有信号时,转盘电机停止运行,这时添加”触发输出“指令,触发Y0断。此时三个工位开始动作,在程序中,用三个辅助标志M0、M1、M2分别表示上料工位、加工工位、下料工位的启动标志,所以添加”触发辅助“指令,触发M1、M2、M3为通状态、此时在支路程序中编辑三个工位的动作程序开始执行,等三个工位结束后又回到起始条件,继续运行,在分支动作中会触发辅助断开,所以在主程序的最后再添加“等待辅助”指令,等待M1、M2、M3为断状态。
上料工位动作-分支1:添加等待辅助M1通(上料工位动作的启动标志),添加触发输出指令,触发Y1通(上料电磁阀),再添加延时等待指令,延时1s,最后触发Y1断电,再添加触发辅助指令,触发M1断。
加工工位动作-分支2:添加等待辅助M2通(加工工位动作的启动标志),添加触发输出指令,触发Y2通(加工电磁阀),再添加延时等待指令,延时2s,最后触发Y2断电,再添加触发辅助指令,触发M2断。
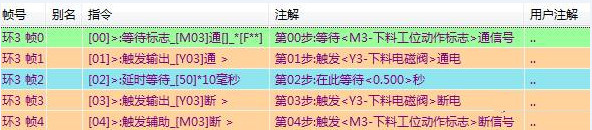
下料工位动作-分支3:添加等待辅助M3通(下料工位动作的启动标志),添加触发输出指令,触发Y3通(下料电磁阀),再添加延时等待指令,延时0.5s,最后触发Y3断电,再添加触发辅助指令,触发M3断。
5、 【程序编辑】
在时序环0 中编辑主干动作程序。
在时序环1中编辑上料工位动作程序。
在时序环2中编辑加工工位动作程序。
在时序环3中编辑下料工位动作程序。


6、 【程序调试】
当所有的程序编辑完成之后,我们就可以将程序通过串口下发至PLC中,程序调试有几种方式。
1、可以在编程软件上进行程序调试,在菜单栏中的调试框中,打开“在线调试环”,选择下发程序的端口号,即可实现在线调试。
2、可在触摸屏软件上实现在线模拟,进行程序调试。
